Hochwertige Messtechnik für die Qualitätskontrolle in Messraum, Produktion, Wareneingang oder Entwicklung.
Zahnradpumpen & Misch- und Dosiermaschinen mit höchster Genauigkeit für die Verarbeitung von Flüssigkeiten und Pasten.
Hochgenaue Kugelführungen für spielfreie Hub- und Drehbewegungen beim Einsatz im Maschinen- und Vorrichtungsbau.




















Erleben Sie die neuesten Produkte der Messtechnik in unserer Neuheitenbroschüre 2021. ✓neueste Features ✓höchste Qualität ✓raffinierte Innovationen




Als international tätiges Unternehmen hält Mahr seine Patente nicht nur in Deutschland, sondern weltweit.







Innovative Handmesstechnik von Mahr: Messschieber, Messschrauben und Messuhren von analoger bis digitaler Ausführung mit integrierter Funkübertragung. Die Mahr Vergleichsmessgeräte und Referenznormale sind unverzichtbar für Ihre präzise Fertigungsmesstechnik.

Von analog bis digital die ganze Breite an Messschiebern. Einfache Handhabung, kabellos und hochgenau. Perfekt für die effiziente Nutzung in der Fertigung.

Eine sicher ablesbare Digitalanzeige, das moderne Design und die gewohnte Mahr-Genauigkeit zeichnen unsere digitalen Messschieber aus. Das Sortiment umfasst Messgeräte für alle Anwendungen. Diverse Schnittstellen zur Datenübertragung und Schutzart bis IP 67 lassen keine Ansprüche offen.

Blendfreie Ablesung, gehärteter Stahl, erhöhte Führungsbahnen zum Schutz des Maßstabes und höchste Genauigkeit. Merkmale eines Qualitätsmessschieber von Mahr mit dem klassischen Nonius.

Großes, kontrastreiches Zifferblatt und stoßgeschütztes Messwerk für dauerhafte Präzision. Der mechanische Klassiker für schnelles und sicheres Ablesen.

Höchste Präzision in unterschiedlichsten Ausführungen. Messschrauben von Mahr gibt es in der klassisch mechanischen bis zur digitalen und kabellosen Variante.

Eine gut lesbare Digitalanzeige, das moderne Design und die gewohnte Mahr-Genauigkeit zeichnen unsere digitalen Bügelmessschrauben aus. Das Sortiment umfasst Messgeräte für alle Anwendungen. Diverse Schnittstellen zur Datenübertragung und ein hoher Schutzgrad bis IP 65 lassen keinen Anspruch offen.

Blendfreie Ablesung, Wärmeisolierplatten und eine präzisionsgeschliffene Spindel für höchste Genauigkeit. Merkmale einer Qualitätsmessschraube von Mahr.

Besonders geeignet für eine sichere und schnelle Prüfung von Serienteilen (Wellen, Bolzen, Schäfte). Mit einem Blick wird die Maßhaltigkeit am Feizeiger erkannt und abgelesen.

Zum Messen großer Durchmesser und Prüfen von Abständen bis 2500 mm

Wahlweise mit Skalen- oder Digitalanzeige oder als Schnellmessgerät mit Pistolengriff. Mahr-3-Punkt-Innenmessgeräte liefern durch die automatische Selbstzentrierung stets verlässliche Messergebnisse.

Blendfreie Ablesung und präzisionsgeschliffene Spindel für höchste Genauigkeit. Merkmale einer Qualitätsmessschraube von Mahr.

Von analog bis digital die ganze Breite an Messuhren, Feinzeigern und Fühlhebelmessgeräten. Einfache Handhabung, optional kabellos und hochgenau. Perfekt für die effiziente Nutzung in der Fertigung.

Eine sicher lesbare Digitalanzeige, die robuste Konstruktion und die hohe Mahr-Genauigkeit zeichnen unsere digitale Messuhren aus. Das Sortiment umfasst Messgeräte für alle Anwendungen. Diverse Schnittstellen zur Datenübertragung und ein hoher Schutzgrad bis IP 54 lassen keinen Anspruch offen.

Hohe Feinfühligkeit und Genauigkeit durch: Robuste Lagerung der Messwerkachsen, präzisionsverzahnte Räder und Ritzel, hochpräzise gelagerter Messbolzen.

Hohe Feinfühligkeit und Genauigkeit durch: Robuste Lagerung der Messwerkachsen, präzisionsverzahnte Räder und Ritzel, hochpräzise gelagerter Messbolzen

Feinzeiger Millimess haben im Vergleich zu analogen Messuhren noch präzisere Bauteile, eine bessere Messgenauigkeit und eine vielfach bessere Umkehrspanne. Diese Vorteile zeigen sich im besonderen bei Rundlaufprüfungen, Geradheits- und Ebenheitsmessungen sowie Vergleichsmessungen.

Die hochpräzisen Induktiven Millimess-Feinzeiger, realisieren Ziffernschrittwerte bis 0,2 μm. Praxisgerechte Bedienfunktionen wie die Toleranzüberwachung, Minimum- oder Maximum-Erfassung bei dynamischen Messungen, eine kombinierte Ziffern- und Skalenanzeige sowie eine einfache Datenübertragung machen es zu einem unentbehrlichen Präzisionsmessgerät.

Das feinfühlige, computeroptimierte Messwerk sorgt für ein Maximum an Sicherheit und Präzision. Für den rauen Werkstatteinsatz ist die Anzeige durch eine gehärtete Mineralglasscheibe hervorragend gegen Zerkratzen oder Bruch geschützt, zudem sorgt eine Dichtung sicher gegen eindringende Flüssigkeiten.

Eine gut lesbare Digitalanzeige, die robuste Konstruktion und die hohe Mahr-Genauigkeit zeichnen unsere digitalen Fühlhebelmessgeräte aus.

Mahr 3D-Messtaster für NC-Maschinen, Bearbeitungszentren und Erodiermaschinen verkürzen Ihre Rüst- und Standzeiten. Perfekt für das genaue Antasten von Bezugskanten an Werkstücken und Vorrichtungen.

Ob Integrated Wireless, externe Funkmodule, USB, Opto RS232 oder Digimatic: Welchen Schnittstellenstandard Sie auch nutzen, MarConnect sorgt immer für eine optimale Verbindung.

Viele Mahr Handmessgeräte verfügen über einen Datenausgang mit MarConnect Schnittstelle. Welchen Schnittstellenstandard Sie auch nutzen (USB, Opto RS232 oder Digimatic) MarConnect sorgt immer für eine optimale Verbindung.

Mit dem Wireless Sortiment von Mahr sichern Sie sich exakte Messergebnisse bei voller Bewegungsfreiheit. Messen Sie modern und einfach – ohne sich von kabelgebundener Technik einschränken zu lassen

MarStand Messstative, Messtische und Rundlaufprüfgeräte bilden durch ihren stabilen Aufbau die Grundlage für präzise Messergebnisse. Hier finden Ihre Messuhren, Feinzeiger, Fühlhebelmessgeräte und Messtaster die nötige Unterstützung.

Messstative bieten durch Ihren stabilen Aufbau die Grundlage für präzise Messergebnisse. Hier finden Ihre Messuhren, Feinzeiger, Fühlhebelmessgeräte und Messtaster die nötige Unterstützung.
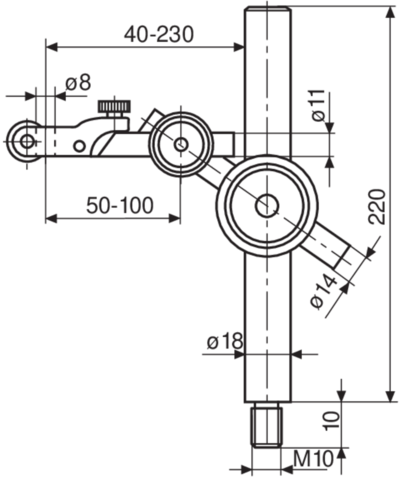
MarStand Messgestänge werden auf idnividuellen Lösungen eingesetzt und bieten durch Ihren stabilen Aufbau die Grundlage für präzise Messergebnisse. Hier finden Messuhren, Feinzeiger, Fühlhebelmessgeräte und Messtaster die nötige Unterstützung.

Die Kombination aus präzise ebenem Messtisch, stabiler Messsäule und kräftigen Armteilen sind die Merkmale von Messtischen. MarStand Messtische bieten durch Ihren extra stabilen Aufbau die Grundlage für präzise Messergebnisse.

Rundlaufprüfgeräte sind die einfachste Methode um Lage- und Formfehler an Wellen in fertigungsnaher Umgebung festzustellen. Durch die Modellvielfalt bilden die robusten MarStand Rundlaufprüfgeräte die Grundlage für unterschiedlichste Werkstückanforderungen und präzise Messergebnisse.

Prüfplatten aus Hartgranit sind durch eine hohe Festigkeit und Formbeständigkeit die perfekte Basis für Ihre Höhenmessgeräte.

Anzeigende Messgeräte sind als Vergleichsmessgeräte das perfekte Werkzeug für Präzisionsmessungen in der Fertigung. Die Einstellung zu einem Referenznormal reduziert die Abweichungsspanne und minimiert den Einfluss von Temperaturschwankungen auf das Messergebnis.
Feinzeigerrachenlehren sind die perfekten Messgeräte für Präzisionsmessungen zylindridscher Teile wie Wellen, Bolzen und Schäfte, im Besonderen für sichere und schnelle Prüfungen an Serienteilen. Mit einem Blick wird die Maßhaltigkeit am Feizeiger sicher erkannt und abgelesen.

Innenmessgeräte sind die perfekten Werkzeuge für Präzisionsmessungen von Bohrungen auf Durchmesser, Rundheit und Konizität.

Mit unseren Dickenmessgeräten bieten wir ein robustes und einfaches Spektrum zu besonders schnellen Messen von Folien, Belchen und Platten aller Art.

Wenn übliche Messgeräte wie z.B. Messschieber oder Innenmessschrauben aufgrund der Werstückgeometrie nicht eingesetzt werden können, sind Tastarmmessgeräte die perfekte Lösung!

Mit unseren Tiefenmessbrücken bieten wir ein robustes und einfaches Spektrum zu besonders schnellen Tiefenmsssungen an. Durch den 8mm Einspannschaft können entsprechend der Messaufgabe wahlweise Messuhren, Feinzeiger und Taster eingesetzt werden.

Universalmessgeräte sind als Vergleichsmessgeräte die perfekten Partner für Präzisionsmessungen in der Fertigung, den die Vergleichmessung zu einem Referenznormal minimiert den Einfluss von Temperaturschwankungen auf das Messergebnis.
Egal ob Verzahnungen, Gewinde, Kegel oder Einstiche: Die Universalmessgeräte Multimar bieten für fast alle Innen- und Außenmessungen, für die Standardmessgeräte nicht geeignet sind, eine optimale Lösung. Dafür stehen Ihnen verschiedene Grundgeräte und ein umfassendes Sortiment an Zubehörteilen zur Verfügung.

Stellen Sie Ihre Innen- und Außenmessgeräte genau ein. Mit den Einstellgeräten 844 S sind Sie für jede Messaufgabe bestens ausgerüstet – auch für größere Dimensionen.

Egal ob Zentrierränder, schmale Ansätze oder Einstiche: Die Universalmessgeräte Multimar 36B bieten für fast alle Innen- und Außenmessungen eine optimale Lösung. Dafür stehen Ihnen verschiedene Grundgeräte und ein umfassendes Sortiment an Zubehörteilen zur Verfügung.

Vertrauen Sie auf Mahr Normale und Lehren - denn Sie sind die Basis für präzise Messergebnisse.

Vertrauen Sie auf Mahr Einstellnormale - denn Sie sind die Basis für präzise Messergebnisse.

Mit Mahr Endmaßen verfügen Sie über hochwertige Bezugs- und Gebrauchsnormale. Wählen Sie aus 4 Toleranzklassen und 2 Materialen passend für Ihre Werkstatt, Produktion oder Qualitätssicherung aus.

Mahr Prüfstifte stehen in 3 Toleranzklassen und verschiedenen Ausführungen zur Verfügung. Wählen Sie passend für Ihre Werkstatt, Produktion oder Qualitätssicherung aus.

So vielfältig wie die Anforderungen an elektrische Längenmessgeräte sind auch ihre Anwendungen. Hier sind höchste Zuverlässigkeit und Präzision sowie einfachste Bedienung gefragt.
So vielfältig wie die Anforderungen an elektrische Längenmessgeräte sind auch ihre Anwendungen. Hier sind höchste Zuverlässigkeit und Präzision sowie einfachste Bedienung gefragt. Millimar Kompakt- und Säulenmessgeräte werden diesen Anforderungen gerecht.
Millimar Längenmessgeräte sind kompakt, robust und einfach zu bedienen. Sie sind universell einsetzbare Auswerte- und Anzeigegerät für Messaufgaben überschaubarer Komplexität im Fertigungsbereich und im Messraum.

Durch die vielfältigen Kombinierungsmöglichkeiten von Modulen und Software haben Sie die Chance, Ihre Arbeitsumgebung und Ihr Werkzeug so individuell wie noch nie zu gestalten.
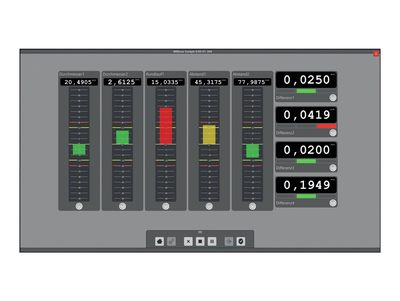
Smarte und universell einsetzbare Software für komplexe Messaufgaben im Fertigungsbereich

Millimar-Messwertaufnehmer sind die einflussreichsten Komponenten einer Messkette. Ihre Eigenschaften bestimmen die Qualität der gesamten Messung. Je nach Anwendungsfall bieten sich dafür verschiedene Technologien an. Zum Beispiel Millimar induktive Messtaster: Robust im Aufbau, flexibel in der Anwendung und attraktiv im Preis.
Egal ob Dickenmessung, Rundlauf oder Konzentrizität: mit den induktiven Tastern erfassen Sie Messwerte und Abweichungen unabhängig von Form, Auflage oder Rundlaufabweichungen. Ihr großer Vorteil ist der große Linearitätsbereich und die relative Unempfindlichkeit gegen Störeinflüsse. Die Taster werden überwiegend für Vergleichsmessungen in der Produktion eingesetzt, dabei können die spezifischen Aufgaben des Sensors variieren.

Bohrungsmessdorne sind besonders geeignet für die Schnellprüfung von Bohrungen auf Durchmesser, Rundheit und Konizität. Da wie bei anderen Innenmessgeräten üblich kein Umkehrpunkt gersucht werden muss, sind sie besonders geeignet zum Einsatz in Verbindung mit digitalen Anzeigegeräten und zur Weiterverarbeitung der Messwerte.

Pneumatische Längenmessgeräte zeichnen sich durch hohe Genauigkeit und Langzeitstabilität aus. Durch berührungsfreies Messen mit Messdüsen entstehen keine Beschädigung der Werkstücke. Ein sicheres Messen auch ungereinigter, eingeölter, eingefetteter oder mit Läpp-Paste behafteter Werkstücke ist problemlos möglich da die Messstellen durch die Messluft gereinigt werden.

Millimar Längenmessgeräte sind kompakt, robust und einfach zu bedienen. Sie sind universell einsetzbare Anzeige- und Auswertegerät für Messaufgaben überschaubarer Komplexität im Fertigungsbereich.

Messergebnisse werden – auch auf Distanz hervorragend ablesbar – auf 101 dreifarbigen Leuchtdioden dargestellt. Bei Überschreitung der programmierbaren Warn- und Toleranzgrenzen erfolgt jeweils ein Farbwechsel der Segmente von Grün nach Gelb bzw. Rot.

Millimar Luftmessgeräte erfassen Maßabweichungen schnell und genau. Sie haben sich als hochwertige pneumatische Längenmessgeräte seit Jahren in der industriellen Fertigung und im Messraum bewährt.
Wenn die Messung und Auswertung mobil erfolgen soll.

Berührungsfreies Messen mit pneumatischen Messringen, keine Beschädigung der Werkstücke.

Passen sie den Messplatz an ihre Messaufgabe an, mit dem Zubehör zur Luftmesstechnik.

Vertrauen Sie auf Mahr Einstellnormale - denn Sie sind die Basis für präzise Messergebnisse

Einstellen von pneumatischen Messgeräten (Düsenmessringe). Sorgfältig gehärtet, gealtert, geschliffen und geläppt.

Einstellen von pneumatischen Messgeräten (Düsenmessdorne). Sorgfältig gehärtet, gealtert, geschliffen und geläppt.

Elektronische Richtwaagen bieten schnelle Reaktion, feine Auflösung und ausgezeichnete Wiederholbarkeit.

Wenn der Standard nicht mehr ausreicht: Individuelle Lösungen nach Kundenwunsch

Sie wollen mit Ihren Messungen ganz hoch hinaus? Dafür gibt es Digimar!

Zum Anreißen und Markieren von Werkstücken in der Werkstatt. Einfaches Messen von Höhen und Abständen.

Bedienung per Touch, ein ergonomisches Handling und vielfältige Auswertemöglichkeiten: Dafür steht das Höhenmessgerät Digimar 816 CLT.

Bedienung per Touch, ein ergonomisches Handling und vielfältige Auswertemöglichkeiten: Dafür steht das Höhenmessgerät Digimar 817 CLT.

Präzisionslängenmesstechnik steht für dimensionelle Messtechnik in höchster Präzision - sowohl bei absoluten als auch relativen Messungen.
Universelle, einfach zu bedienende Längenmess- und Einstellgeräte für die Fertigung

Universelle, einfach zu bedienende Längenmess- und Einstellgeräte für die Fertigung
Durch die breite Produktpalette vom einfachen Endmaßprüfstand, vollautomatischen Messuhrenpüfstand und der ULM-Geräte bis hin zur ultragenauen und teilautomatisierten CiM-Universal-Messmaschine bietet Mahr stets eine praxisgerechte Lösung für die Fertigung, den Messraum und Kalibrierlaboratorien. Anders gesagt: Messtechnik in höchster Präzision bei äußerst effizienten Messprozessen.

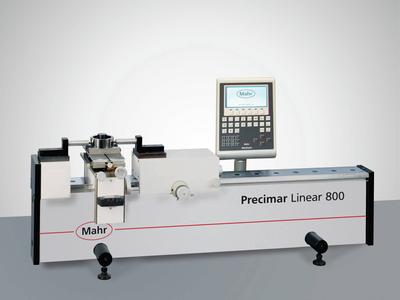
Ob klassische ULM oder motorisierte PLM- und CiM-Geräte. Mahr Universallängenmessmaschinen ermöglichen eine bedienerfreundliche, schnelle und sichere Messung bei kleinstmöglicher Unsicherheit.

Teilautomatisierte und vollautomatische Prüfung von Messuhren, Fühlhebelmessgeräten Feinzeigern und Tastern - effizient und präzise.

Teilautomatisierte und vollautomatische Prüfung von Messuhren, Fühlhebelmessgeräten Feinzeigern und Tastern - effizient und präzise.

Manuelle Prüfung von Messuhren, Fühlhebelmessgeräten und Feinzeigern - einfach und präzise

Vertrauen Sie auf Mahr Endmaßprüfstände - denn Sie sind die Basis für die präzise Prüfung Ihrer Normale

Zur schnellen Prüfung von Abständen, Radien und Winkeln dienen Mikroskope in nahezu allen Industrien. Ob im Labor oder fertigungsnah.

Stereo-Zoom-Mikroskope mit hochwertiger Optik für lichtstarke, scharfe dreidimensionale Bilder. Binokular oder Trinokular mit zusätzlicher Verwendung von digital Kameras.
Zur schnellen Prüfung von Abständen, Radien und Winkeln dienen Mikroskope in nahezu allen Industrien. Ob im Labor oder fertigungsnah.

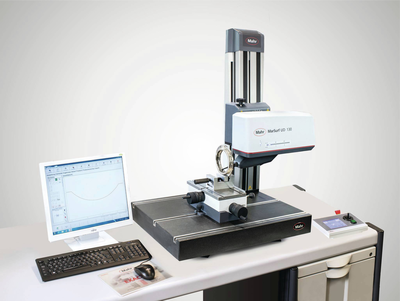
Oberflächenmesstechnik für Industrie und Forschung

Strukturierte Funktionsoberflächen mit engen Toleranzen erfordern hochpräzise Messsysteme, die in kurzer Zeit flächig die Topografie eines Werkstücks oder Objektes aufnehmen.

Konturmesstechnik dient zur Ermittlung von Grobgestaltabweichungen.

Mit optischen Messgeräten präzise Konturen messen

Kontur- und Rauheitsmessung kombiniert: Profi für alle Fälle

Kontur- und Rauheitsmessung kombiniert: Profi für alle Fälle

2D/3D Konturmessung als auch Rauheitsmessung nach ISO 25178 / ISO 4287

3D-Oberflächenmesstechnik für Industrie und Forschung

Mit mobilen Messgeräten überall messen!
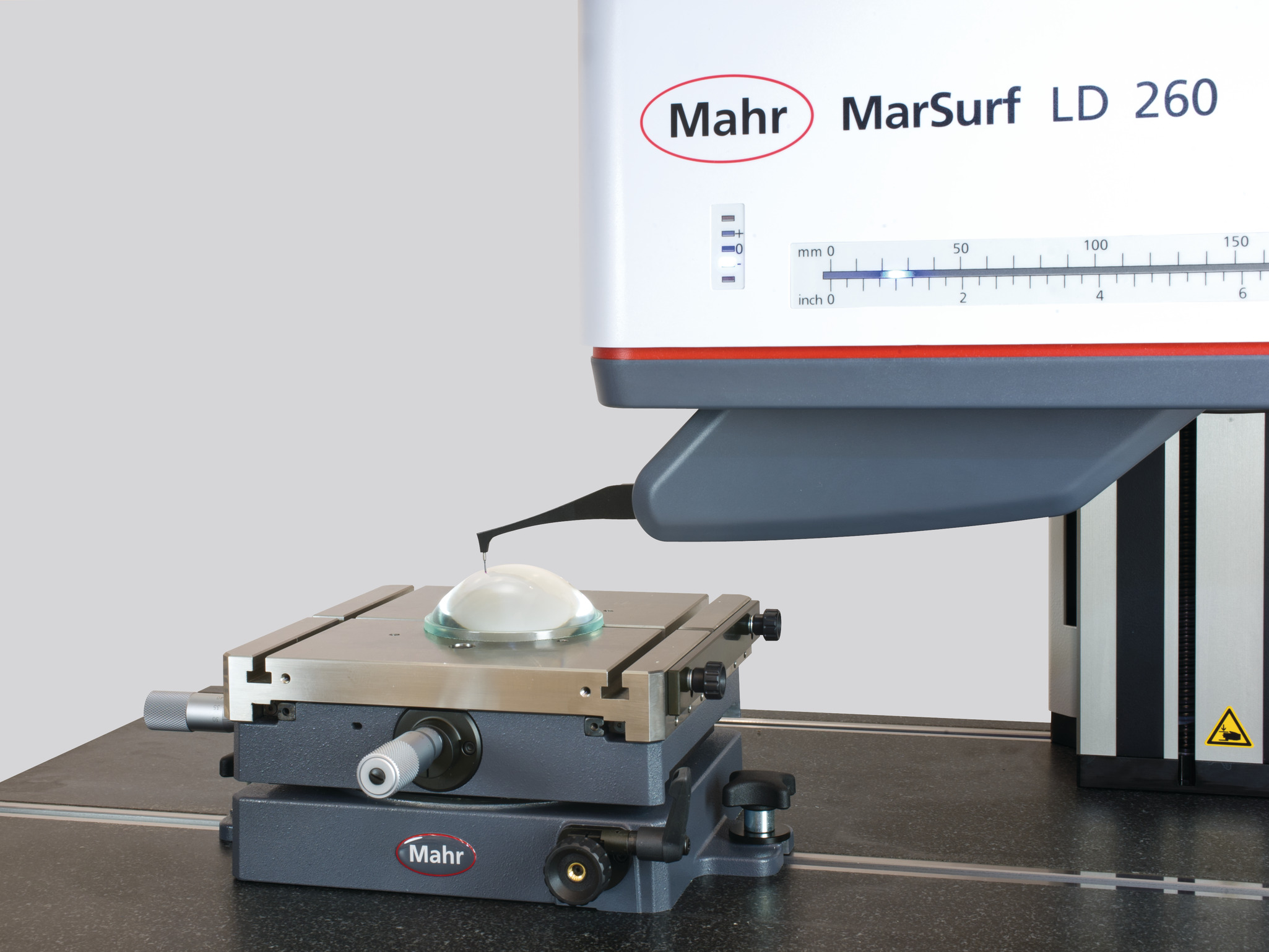
Messplätze für die Vermessung hochpräziser Optiken

Wenn der Standard nicht mehr ausreicht: Individuelle Lösungen nach Kundenwunsch

Strukturierte Funktionsoberflächen mit engen Toleranzen erfordern hochpräzise Messsysteme, die in kurzer Zeit flächig die Topografie eines Werkstücks oder Objektes aufnehmen.
Vielseitig und leistungsstark in Messraum und Labor

Kontur- und Rauheitsmessung kombiniert: Profi für alle Fälle
Taktile Messplätze für Konturen- & Rauheitsmessungen
2D/3D Kontur- und Rauheitsmessung nach ISO 25178 / ISO 4287
3D-Oberflächenmesstechnik für Industrie und Forschung

Mit mobilen Messgeräten überall messen!

Mobile 3D-Oberflächenmesstechnik für den
Einsatz vor Ort

Mit mobilen Messgeräten immer genau dort messen, wo die Ergebnisse gebraucht werden.
Messplätze für die Vermessung von höchstempflindlicher Optiken
Wenn der Standard nicht mehr ausreicht: Individuelle Lösungen nach Kundenwunsch
messtechnik
Erleben Sie herausragende Ausstattungsmerkmale kombiniert mit extremer Flexibilität bei der Werkstückgröße und steigern Sie Ihre Produktivität im Fertigungsumfeld.
Zwischen Zentrierspitzen spannbare Werkstücke flexibel vermessen
Hochauflösende und sehr schnelle Matrixkamera zum Messen einer großen Anzahl von Merkmalen rotationssymmetrischer Werkstücke.

Schnelle optische Matrixkamera in Kombination mit hochpräzisen Tastsystemen zum Messen einer großen Anzahl von Merkmalen rotationssymmetrischer Werkstücke.

Flexible Spannmöglichkeiten und hochpräzise Ausrichtung mittels vollautomatischem Zentrier- und Kipptisch
Hochauflösende und sehr schnelle Matrixkamera zum Messen einer großen Anzahl von Merkmalen rotationssymmetrischer Werkstücke. Ergänzung eines vollautomatischen Zentrier- und Kipptisches für extrem schnelles, mechanisches Ausrichten und flexible Spannmöglichkeiten.
Schnelle optische Matrixkamera in Kombination mit hochpräzisen Tastsystemen zum Messen einer großen Anzahl von Merkmalen rotationssymmetrischer Werkstücke. Ergänzung eines vollautomatischen Zentrier- und Kipptisches für extrem schnelles, mechanisches Ausrichten, flexible Spannmöglichkeiten und z.B. auch Innenmessungen.

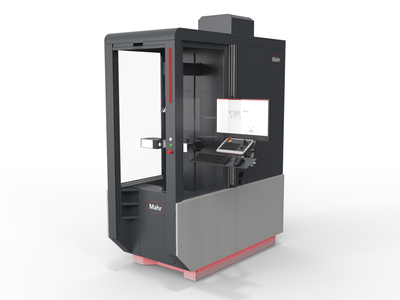
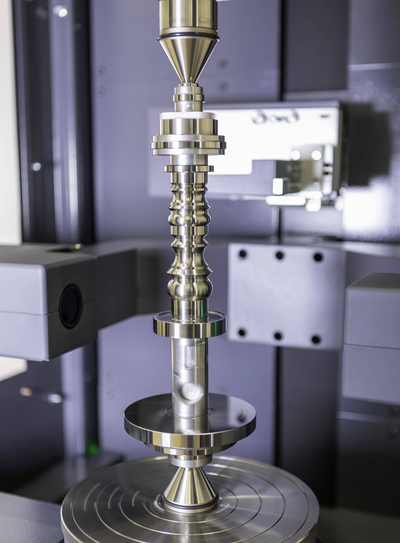
Systeme für die Messung von Form- und Lagetoleranzen wie zum Beispiel Rundheit, Ebenheit, Geradheit oder Koaxialität. Von manuell bis vollautomatisiert.

Messen Sie einfach, kostengünstig und trotzdem hochgenau Merkmale wie Rundheit, Geradheit und Rundlauf. Unsere manuellen Formmessgeräte eigenen sich sowohl für den Messraum als auch für das fertigungsnahe Messen.

Mit unseren automatischen Formmesssystemen senken Sie Ihre Prozesskosten, ohne jedoch die Prüfkosten in die Höhe zu treiben – durch stabile, innovative Geräte mit einem Höchstmaß an Automatisierung, Flexibilität und Genauigkeit.

Die leistungsstarken MarOpto Fizeau-Interferometer ermöglichen berührungslose Messungen an Planoptiken und sphärischen Oberflächen.
messtechnik
Erleben Sie herausragende Ausstattungsmerkmale kombiniert mit extremer Flexibilität bei der Werkstückgröße und steigern Sie Ihre Produktivität im Fertigungsumfeld.
Zwischen Zentrierspitzen spannbare Werkstücke flexibel vermessen
Flexible Spannmöglichkeiten und hochpräzise Ausrichtung mittels vollautomatischem Zentrier- und Kipptisch

Optische und taktile Wellenmesssysteme für den Einsatz in der rauen Fertigungsumgebung. Komplettvermessung von allen gängigen rotationssymmetrischen Werkstücken.
.
Universelle, vollautomatische und robuste optische Wellenmessgeräte für den Einsatz in der rauen Produktionsumgebung.

Optisch-taktile Wellenmessgeräte für den Einsatz in der rauen Fertigungsumgebung. Komplettvermessung von allen gängigen rotationssymmetrischen Werkstücken.
messtechnik
Erleben Sie herausragende Ausstattungsmerkmale kombiniert mit extremer Flexibilität bei der Werkstückgröße und steigern Sie Ihre Produktivität im Fertigungsumfeld.
Zwischen Zentrierspitzen spannbare Werkstücke flexibel vermessen
Flexible Spannmöglichkeiten und hochpräzise Ausrichtung mittels vollautomatischem Zentrier- und Kipptisch
Von hochspezialisierten Verzahnungsanalysen bis hin zur vollintegrierten Serienmessung – Mahr ist Ihr Partner auf allen Ebenen der modernen Zahnrad- und Getriebefertigung.

Genau dort messen, wo Ihr Produkt entsteht – inklusive schneller Rückmeldung zum Fertigungsprozess, um Ausschuss zu vermeiden.


Breites Spektrum an Technologien und Produkten zum schnellen und berührungslosem Erfassen von Oberflächen und Geometrien.
Zur schnellen Prüfung von Abständen, Radien und Winkeln dienen Mikroskope in nahezu allen Industrien. Ob im Labor oder fertigungsnah.
Bestimmung von Rauheit, Kontur und vielen weiteren Oberflächenparametern.

Oberflächenmesstechnik für Industrie und Forschung

Ob Weißlicht- oder Laser-Interferometer, finden Sie die richtige Lösung für Ihren Einsatz.

Minimale Rauheiten auf den Nanometer genau
Die leistungsstarken MarOpto Fizeau-Interferometer ermöglichen berührungslose Messungen an Planoptiken und sphärischen Oberflächen.

Optische Analyse von Oberflächentopografien und Geometrien

Generalüberholte Systeme in bewährter Mahr-Qualität
Bedienung per Touch, ein ergonomisches Handling und vielfältige Auswertemöglichkeiten: Dafür steht das Höhenmessgerät Digimar 816 CLT.
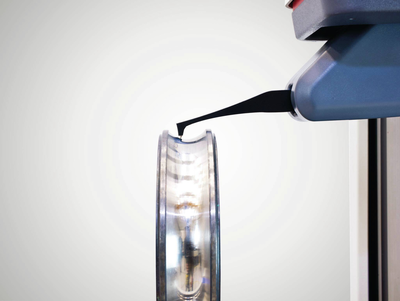
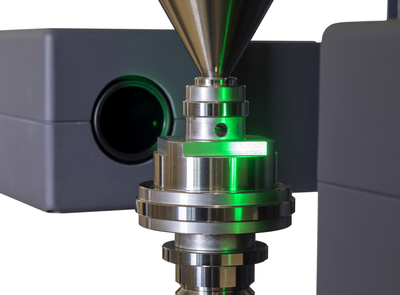
Anwendung pneumatischer Messtechnik bei orthopädischen Vorrichtungen


Orthopädische Präzisionskomponenten können nur dann die hohen Qualitätsstandards erfüllen, wenn jeder einzelne Fertigungsschritt (vom ersten Zuschnitt bis hin zur Endbearbeitung) konsequent stabil ist. Dies erfordert eine prozessorientierte Überprüfung der Merkmale, ein umgehendes Feedback bei Toleranzüberschreitungen und das Dokumentieren aller Prozessdaten.
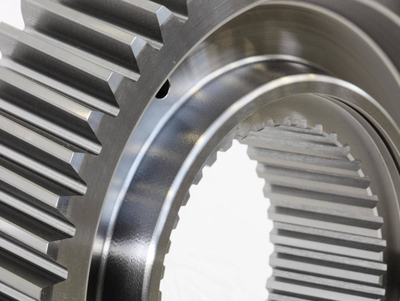
Typischerweise werden, während die Werkstücke vom Rohmaterial bis hin zum Endprodukt den Fertigungsprozess durchlaufen, Maßtoleranz, Oberflächengüte und geometrische Merkmale zunehmend kritischer – umso kritischer ist es, diese Toleranzen einzuhalten bzw. zu erkennen, wann sie überschritten sind. Eines der Maßmerkmale, die am Ende des Fertigungsprozesses orthopädischer Vorrichtungen gemessen werden, ist die enge Toleranz an den Kegelflächen zur Passung der einzelnen Teile. Beispielsweise verwenden die meisten Hüft- und Knieimplantate Kegelflächen zur optimalen Ausrichtung und sicheren „Arretierung“ der Komponenten in der richtigen Position. Schon bei der Herstellung dieser Teile entscheidet die Kontrolle der Kegelform und Größe darüber, wie gut die Leistung der orthopädischen Implantate während deren Lebensdauer sein wird.
Warum ist die pneumatische Messtechnik die wirksamste Methode?
Angesichts der zunehmend engeren Toleranzen müssen die Messgeräte immer robuster sein und die richtigen Auslegungsmerkmale besitzen, damit die Teile korrekt aufgespannt werden. Sie müssen außerdem die zur Messung der geforderten Toleranzen geeignete Auflösung und Genauigkeit aufweisen. Die pneumatische Messtechnik hat sich hier mehr und mehr zum bevorzugten Prüfinstrument für die Kontrolle dieser kritischen Parameter entwickelt. Pneumatische Messgeräte sind außerordentlich präzise und bieten sehr hohe Auflösungen. Sie werden typischerweise für Anwendungen eingesetzt, bei denen die Toleranzen eng sind — üblicherweise unter ± 25 µm — und die Oberflächenrauheit weniger als Rz 6,3 µm beträgt. Wenn diese Bedingungen vorliegen, wie beispielsweise bei Präzisionskegeln für medizinische Anwendungen, stellt die pneumatische Messtechnik oft die beste Lösung dar.
Besonders gut eignet sich das pneumatische Messen auch zur Prüfung von Maßverhältnissen; pneumatische Messgeräte sind schnell, einfach zu bedienen und weisen selbst unter härtesten Einsatzbedingungen in der Fertigung eine Lebensdauer von vielen Jahren auf — um Millionen von Teilen messen zu können. In einigen Fällen kann die pneumatische Messtechnik sogar zur Prüfung und Beurteilung bestimmter Formmerkmale eines Teils eingesetzt werden.
Die Messdüse, also jene kleine Öffnung aus der die Luft ausgegeben wird, ist der Grund dafür, dass die Pneumatische Messtechnik so nützlich zur Messung orthopädischer Kegelflächen ist. Kein anderer Messsensor ist so klein oder kann so nah an der Messstelle angeordnet werden, wenn es mehrere Durchmesser oder geometrische Formen zu messen gilt. Kleine elektronische Sensoren oder Wirbelstromsensoren können sich zwar der Größe einer Messdüse annähern, aber nicht mit ihrer Wirtschaftlichkeit oder Eignung zum direkten Einsatz bei der Produktion im Fertigungsbereich mithalten.
Es ist möglich, Durchmesser und Kegel entweder mittels einer Kombination elektronischer Sensoren oder aber per Koordinaten-Messgerät (KMG) mit Kantentastern zu messen. Die Messdüse kann direkt in ein Präzisionsgerät eingebaut werden, sodass sie zur Messung des Teils direkt in der Fertigung einsetzbar ist. So kann die Messung in einem schnellen Messvorgang mit minimalem Bedieneraufwand erledigt werden. Weder KMG noch optische Messtechnik bieten hier die erforderliche Schnelligkeit und Genauigkeit, um eine 100 prozentige Kontrolle der Werkstücke in der Fertigung zu realisieren und ein sofortiges Feedback zur Prozessleistung bereitzustellen.
Auswahl der richtigen Prüfmittelauslegung
Es gibt praktisch ebenso viele Methoden zur Festlegung von Kegelanforderungen wie Hersteller von Kegelkomponenten. Die Bezugsfläche kann von Hersteller zu Hersteller variieren und die Toleranzen können auf verschiedene Weise angegeben werden.
Je nachdem, wie die Teile zu einer Einheit zusammengefügt werden, können die Toleranzen am Kegel enger sein als an den Durchmessern oder umgekehrt. Alternativ kann auch eine Kombination von Kegeltoleranzen an nur einem Durchmesser vorgegeben sein. Somit ist die Angabe auf der Zeichnung die beste Leitlinie bei der Auswahl der geeignetsten Ausführung des pneumatischen Messmittels. Bei der pneumatischen Messtechnik sind die Prüfmittel jeweils speziell für jede verschiedene Kegelanwendung angefertigt, so dass es entscheidend ist, die Anforderungen werkstückspezifisch zu betrachten. Dennoch sind die Flexibilität und die Vorzüge dieser Messmethode nahezu unschlagbar: sie bietet sehr hohe Auflösungen und die Messsensoren können vielfach kombiniert werden, um direkt in der Fertigung jede beliebige Anzahl von dimensionellen und geometrischen Messdaten zu erhalten.
Verschiedene Arten pneumatischer Kegelmessmittel
Medizinische Implantate müssen außerordentlich haltbar und widerstandsfähig sein, so dass die Kegelpassung zwischen Matrize und Patrize sehr genau sein muss. Die beiden Teile müssen sicher miteinander verbunden sein und auf der korrekten Höhe sitzen. Bei der Herstellung ist es übliche Praxis, 100 Prozent der Teile zu prüfen, um die Fertigungsgenauigkeit beider Komponenten sicherzustellen. Dies erfolgt in der Regel mittels der differentialen pneumatischen Messtechnik, welche die notwendige hohe Auflösung und Genauigkeit mit der im Fertigungsbereich geforderten Schnelligkeit, einfachen Bedienung und Robustheit kombiniert.
Der gängigste Typ eines pneumatischen Kegelmessmittels weist zwei Düsenpaare in zwei Messebenen auf und ist für die Mantelanlage zwischen Werkstück und Messmittel ausgelegt (siehe Abbildungen). Ist der Kegelwinkel zu groß, besteht am kleineren Kegelende mehr Spiel zwischen den beiden Oberflächen. Ist der Kegelwinkel zu klein, besteht am größeren Ende mehr Spiel. In beiden Fällen kann dies den Formschluss der Verbindung verringern, wodurch die „sichere Verbindung“ im Laufe der Zeit verloren gehen kann, indem sie sich lockert bzw. durchdreht. Ist der Kegelwinkel korrekt, aber die Größe falsch, führt dies zu einer falschen Gesamtlänge der orthopädischen Einheit und damit zu unerwarteten Ergebnissen nach der Implantation.
Für Kegeldüsenmessdorne mit Mantelanlage messen keine Teildurchmesser, sondern zeigen vielmehr die Durchmesserdifferenz an zwei Messstellen auf dem Werkstück an, die dann mit den entsprechenden Messstellen des Normals bzw. des Meisters verglichen werden. Falls die Durchmesserdifferenz am großen Ende des Kegels größer ist als die Durchmesserdifferenz am kleinen Ende, werden die oberen Düsen mehr Gegendruck erkennen als die unteren Düsen. Dies beschreibt in diesem Fall einen negativen Kegel bzw. einen größeren Kegelwinkel. Ist die Durchmesserdifferenz am kleinen Ende größer, liegt der umgekehrte Fall vor und am Messgerät ist ein positiver Kegel abzulesen. Da jedoch ein Pneumatisches Kegelmessmittel mit Mantelanlage nur Durchmesserdifferenzen anzeigt, wird es nicht den Teildurchmesser an den beiden Stellen anzeigen. So liefert diese Art pneumatischer Messmittel zwar gute Angaben zum Verschleiß des Messkegels und erlaubt die Vorhersage einer Formschlussfähigkeit der Verbindung, kann jedoch nichts über die Positioniergenauigkeit der Kegelkomponenten aussagen.
Hierzu wird ein Pneumatisches Messmittel mit Stirnanlage (bisweilen auch als Flansch-Ausführung bezeichnet) verwendet, bei dem eine ringförmige Aufnahme zur pneumatischen Kegelmessung so dimensioniert ist, dass sie den gesamten Kegel aufnehmen kann. Je nachdem, wo sich die Bezugsfläche des Teils befindet, kann das Teil auf dem Ende des Kegels oder auf einem Flansch (einer Schulter) gegen die obere Teileoberfläche referenziert werden. Dies ermöglicht die Messung von Durchmessern auf bekannten Höhen (zusätzlich zu der Spielabweichung, wie bei der Ausführung mit Mantelanlage). Eine zusätzliche Ebene an Messdüsen kann ergänzt werden, um eine konkave bzw. konvexe Zylinderform zu prüfen, d. h. zwei weitere Bedingungen, welche die Kontaktfläche zwischen den beiden Passformkomponenten (Innen- und Außenkonus)verringern.
Der dritte Typ pneumatischer Kegelmessmittel ist eine Mischung aus den zuvor erläuterten Arten. Dabei handelt es sich im Wesentlichen um ein Pneumatisches Messmittel mit Mantelanlage und einem Längenmesssensor, der auf die Oberfläche der Bezugsfläche referenziert ist. Somit kann angezeigt werden, wie tief das pneumatische Messmittel in das zu messende Teil eintaucht. Während also am pneumatischen Auswertegerät der Kegelwinkel abzulesen ist, liefert die Anzeige des Längenmesssensors eine Tiefenangabe der Einzeldurchmesser. Beim Messen eines Werkstücks mit Innenkegel wird, wenn die Kegelsteigung zu groß ist, das Messgerät weiter in das Teil eintauchen. Ist die Steigung zu klein, wird es nicht so weit wie erwartet in das Teil eintauchen. Wird diese Eintauchtiefe mit einem Messtaster ermittelt, kann dieser Wert zur Berechnung der Durchmesser in beliebigen Messtiefen herangezogen werden.
Berücksichtigung der Oberfläche
Aufgrund der hohen Genauigkeit und Auflösung der pneumatischen Messtechnik kann diese durch die Oberflächengüte des Teils beeinflusst werden. Dies führt zu Komplikationen bei der Anwendung der pneumatischen Messtechnik, da für deren Einsatz eine gute Oberfläche erforderlich ist. Bei normalen Gebrauch bedeckt der Luftstrahl der Messdüsen einen Bereich der Oberfläche des Teils. Der Luftstrahl wird von der Oberfläche reflektiert, um den für die Messung erforderlichen Gegendruck zu erzeugen. Auf einer glatten Oberfläche ist die Differenz zwischen der durchschnittlichen Oberfläche und den Rauheitsspitzen, die im Falle eines Innendurchmesser-Werkstücks gleichbedeutend mit minimalem Spiel sind, eher unerheblich. Ist jedoch die Oberfläche sehr rau, kann der Bereich bzw. die Stelle, an dem der Gegendruck aufgebaut wird, erheblich abweichen. Dies kann auf der Anzeige des pneumatischen Messgeräts registriert werden und sich auf den angezeigten Durchmesser auswirken.
Allerdings können bei Problemen mit der Oberfläche spezielle Schritte unternommen werden, um diese zu berücksichtigen. So lange die Oberflächenrauheit unter Rz 6,3 µm liegt, kann das Offset normalerweise ignoriert werden. Aber selbst wenn nicht kann ein Fehler, welcher während der Prozessentwicklung entdeckt wird, kompensiert und der tatsächliche Durchmesser dem Maschinenbediener angezeigt werden. Durch die Gegebenheit der Oberflächenbeschaffenheit und deren Reaktion bei frei abblasender Messdüse können elektronische Verstärker und Messrechner auch zuverlässige Berechnungen von mittleren oder maximalen Durchmessern bereitstellen.
Schlussfolgerung
Orthopädische Präzisionskomponenten müssen zuverlässig extrem hohe Qualitätsstandards erfüllen. Eines der kritischen Maßmerkmale, die während des Fertigungsprozesses gemessen werden, ist die enge Toleranz an den Kegelflächen zur Passung der einzelnen Teile. Angesichts der zunehmend engeren Toleranzen müssen die Messgeräte robuster sein und die richtigen Auslegungsmerkmale besitzen, damit die Teile korrekt aufgespannt werden. Außerdem müssen sie die zur Messung der geforderten Toleranzen geeignete Auflösung und Genauigkeit aufweisen. Die pneumatische Messtechnik hat sich mehr und mehr zum Prüfinstrument erster Wahl für die Kontrolle dieser kritischen Parameter entwickelt.
Artikel verfasst von George Schuetz, Director Precision Gages bei Mahr Inc.
Wie können wir Ihnen helfen? Finden Sie Ihren passenden Ansprechpartner.
Bleiben Sie auf dem Laufenden, wenn es um Neuheiten, Aktionen und Veranstaltungen geht.