Hochwertige Messtechnik für die Qualitätskontrolle in Messraum, Produktion, Wareneingang oder Entwicklung.
Zahnradpumpen & Misch- und Dosiermaschinen mit höchster Genauigkeit für die Verarbeitung von Flüssigkeiten und Pasten.
Hochgenaue Kugelführungen für spielfreie Hub- und Drehbewegungen beim Einsatz im Maschinen- und Vorrichtungsbau.




















Erleben Sie die neuesten Produkte der Messtechnik in unserer Neuheitenbroschüre 2021. ✓neueste Features ✓höchste Qualität ✓raffinierte Innovationen




Als international tätiges Unternehmen hält Mahr seine Patente nicht nur in Deutschland, sondern weltweit.







Innovative Handmesstechnik von Mahr: Messschieber, Messschrauben und Messuhren von analoger bis digitaler Ausführung mit integrierter Funkübertragung. Die Mahr Vergleichsmessgeräte und Referenznormale sind unverzichtbar für Ihre präzise Fertigungsmesstechnik.

Von analog bis digital die ganze Breite an Messschiebern. Einfache Handhabung, kabellos und hochgenau. Perfekt für die effiziente Nutzung in der Fertigung.

Eine sicher ablesbare Digitalanzeige, das moderne Design und die gewohnte Mahr-Genauigkeit zeichnen unsere digitalen Messschieber aus. Das Sortiment umfasst Messgeräte für alle Anwendungen. Diverse Schnittstellen zur Datenübertragung und Schutzart bis IP 67 lassen keine Ansprüche offen.

Blendfreie Ablesung, gehärteter Stahl, erhöhte Führungsbahnen zum Schutz des Maßstabes und höchste Genauigkeit. Merkmale eines Qualitätsmessschieber von Mahr mit dem klassischen Nonius.

Großes, kontrastreiches Zifferblatt und stoßgeschütztes Messwerk für dauerhafte Präzision. Der mechanische Klassiker für schnelles und sicheres Ablesen.

Höchste Präzision in unterschiedlichsten Ausführungen. Messschrauben von Mahr gibt es in der klassisch mechanischen bis zur digitalen und kabellosen Variante.

Eine gut lesbare Digitalanzeige, das moderne Design und die gewohnte Mahr-Genauigkeit zeichnen unsere digitalen Bügelmessschrauben aus. Das Sortiment umfasst Messgeräte für alle Anwendungen. Diverse Schnittstellen zur Datenübertragung und ein hoher Schutzgrad bis IP 65 lassen keinen Anspruch offen.

Blendfreie Ablesung, Wärmeisolierplatten und eine präzisionsgeschliffene Spindel für höchste Genauigkeit. Merkmale einer Qualitätsmessschraube von Mahr.

Besonders geeignet für eine sichere und schnelle Prüfung von Serienteilen (Wellen, Bolzen, Schäfte). Mit einem Blick wird die Maßhaltigkeit am Feizeiger erkannt und abgelesen.

Zum Messen großer Durchmesser und Prüfen von Abständen bis 2500 mm

Wahlweise mit Skalen- oder Digitalanzeige oder als Schnellmessgerät mit Pistolengriff. Mahr-3-Punkt-Innenmessgeräte liefern durch die automatische Selbstzentrierung stets verlässliche Messergebnisse.

Blendfreie Ablesung und präzisionsgeschliffene Spindel für höchste Genauigkeit. Merkmale einer Qualitätsmessschraube von Mahr.

Von analog bis digital die ganze Breite an Messuhren, Feinzeigern und Fühlhebelmessgeräten. Einfache Handhabung, optional kabellos und hochgenau. Perfekt für die effiziente Nutzung in der Fertigung.

Eine sicher lesbare Digitalanzeige, die robuste Konstruktion und die hohe Mahr-Genauigkeit zeichnen unsere digitale Messuhren aus. Das Sortiment umfasst Messgeräte für alle Anwendungen. Diverse Schnittstellen zur Datenübertragung und ein hoher Schutzgrad bis IP 54 lassen keinen Anspruch offen.

Hohe Feinfühligkeit und Genauigkeit durch: Robuste Lagerung der Messwerkachsen, präzisionsverzahnte Räder und Ritzel, hochpräzise gelagerter Messbolzen.

Hohe Feinfühligkeit und Genauigkeit durch: Robuste Lagerung der Messwerkachsen, präzisionsverzahnte Räder und Ritzel, hochpräzise gelagerter Messbolzen

Feinzeiger Millimess haben im Vergleich zu analogen Messuhren noch präzisere Bauteile, eine bessere Messgenauigkeit und eine vielfach bessere Umkehrspanne. Diese Vorteile zeigen sich im besonderen bei Rundlaufprüfungen, Geradheits- und Ebenheitsmessungen sowie Vergleichsmessungen.

Die hochpräzisen Induktiven Millimess-Feinzeiger, realisieren Ziffernschrittwerte bis 0,2 μm. Praxisgerechte Bedienfunktionen wie die Toleranzüberwachung, Minimum- oder Maximum-Erfassung bei dynamischen Messungen, eine kombinierte Ziffern- und Skalenanzeige sowie eine einfache Datenübertragung machen es zu einem unentbehrlichen Präzisionsmessgerät.

Das feinfühlige, computeroptimierte Messwerk sorgt für ein Maximum an Sicherheit und Präzision. Für den rauen Werkstatteinsatz ist die Anzeige durch eine gehärtete Mineralglasscheibe hervorragend gegen Zerkratzen oder Bruch geschützt, zudem sorgt eine Dichtung sicher gegen eindringende Flüssigkeiten.

Eine gut lesbare Digitalanzeige, die robuste Konstruktion und die hohe Mahr-Genauigkeit zeichnen unsere digitalen Fühlhebelmessgeräte aus.

Mahr 3D-Messtaster für NC-Maschinen, Bearbeitungszentren und Erodiermaschinen verkürzen Ihre Rüst- und Standzeiten. Perfekt für das genaue Antasten von Bezugskanten an Werkstücken und Vorrichtungen.

Ob Integrated Wireless, externe Funkmodule, USB, Opto RS232 oder Digimatic: Welchen Schnittstellenstandard Sie auch nutzen, MarConnect sorgt immer für eine optimale Verbindung.

Viele Mahr Handmessgeräte verfügen über einen Datenausgang mit MarConnect Schnittstelle. Welchen Schnittstellenstandard Sie auch nutzen (USB, Opto RS232 oder Digimatic) MarConnect sorgt immer für eine optimale Verbindung.

Mit dem Wireless Sortiment von Mahr sichern Sie sich exakte Messergebnisse bei voller Bewegungsfreiheit. Messen Sie modern und einfach – ohne sich von kabelgebundener Technik einschränken zu lassen

MarStand Messstative, Messtische und Rundlaufprüfgeräte bilden durch ihren stabilen Aufbau die Grundlage für präzise Messergebnisse. Hier finden Ihre Messuhren, Feinzeiger, Fühlhebelmessgeräte und Messtaster die nötige Unterstützung.

Messstative bieten durch Ihren stabilen Aufbau die Grundlage für präzise Messergebnisse. Hier finden Ihre Messuhren, Feinzeiger, Fühlhebelmessgeräte und Messtaster die nötige Unterstützung.
MarStand Messgestänge werden auf idnividuellen Lösungen eingesetzt und bieten durch Ihren stabilen Aufbau die Grundlage für präzise Messergebnisse. Hier finden Messuhren, Feinzeiger, Fühlhebelmessgeräte und Messtaster die nötige Unterstützung.

Die Kombination aus präzise ebenem Messtisch, stabiler Messsäule und kräftigen Armteilen sind die Merkmale von Messtischen. MarStand Messtische bieten durch Ihren extra stabilen Aufbau die Grundlage für präzise Messergebnisse.

Rundlaufprüfgeräte sind die einfachste Methode um Lage- und Formfehler an Wellen in fertigungsnaher Umgebung festzustellen. Durch die Modellvielfalt bilden die robusten MarStand Rundlaufprüfgeräte die Grundlage für unterschiedlichste Werkstückanforderungen und präzise Messergebnisse.

Prüfplatten aus Hartgranit sind durch eine hohe Festigkeit und Formbeständigkeit die perfekte Basis für Ihre Höhenmessgeräte.

Anzeigende Messgeräte sind als Vergleichsmessgeräte das perfekte Werkzeug für Präzisionsmessungen in der Fertigung. Die Einstellung zu einem Referenznormal reduziert die Abweichungsspanne und minimiert den Einfluss von Temperaturschwankungen auf das Messergebnis.
Feinzeigerrachenlehren sind die perfekten Messgeräte für Präzisionsmessungen zylindridscher Teile wie Wellen, Bolzen und Schäfte, im Besonderen für sichere und schnelle Prüfungen an Serienteilen. Mit einem Blick wird die Maßhaltigkeit am Feizeiger sicher erkannt und abgelesen.

Innenmessgeräte sind die perfekten Werkzeuge für Präzisionsmessungen von Bohrungen auf Durchmesser, Rundheit und Konizität.

Mit unseren Dickenmessgeräten bieten wir ein robustes und einfaches Spektrum zu besonders schnellen Messen von Folien, Belchen und Platten aller Art.

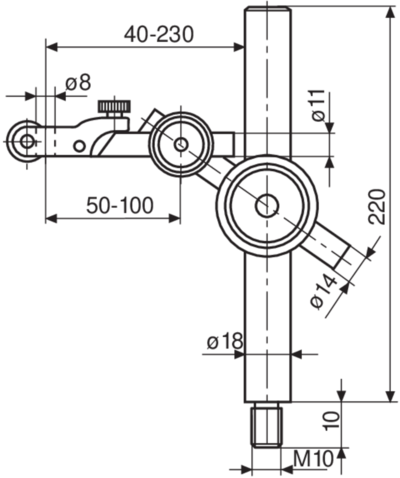
Wenn übliche Messgeräte wie z.B. Messschieber oder Innenmessschrauben aufgrund der Werstückgeometrie nicht eingesetzt werden können, sind Tastarmmessgeräte die perfekte Lösung!

Mit unseren Tiefenmessbrücken bieten wir ein robustes und einfaches Spektrum zu besonders schnellen Tiefenmsssungen an. Durch den 8mm Einspannschaft können entsprechend der Messaufgabe wahlweise Messuhren, Feinzeiger und Taster eingesetzt werden.

Universalmessgeräte sind als Vergleichsmessgeräte die perfekten Partner für Präzisionsmessungen in der Fertigung, den die Vergleichmessung zu einem Referenznormal minimiert den Einfluss von Temperaturschwankungen auf das Messergebnis.
Egal ob Verzahnungen, Gewinde, Kegel oder Einstiche: Die Universalmessgeräte Multimar bieten für fast alle Innen- und Außenmessungen, für die Standardmessgeräte nicht geeignet sind, eine optimale Lösung. Dafür stehen Ihnen verschiedene Grundgeräte und ein umfassendes Sortiment an Zubehörteilen zur Verfügung.

Stellen Sie Ihre Innen- und Außenmessgeräte genau ein. Mit den Einstellgeräten 844 S sind Sie für jede Messaufgabe bestens ausgerüstet – auch für größere Dimensionen.

Egal ob Zentrierränder, schmale Ansätze oder Einstiche: Die Universalmessgeräte Multimar 36B bieten für fast alle Innen- und Außenmessungen eine optimale Lösung. Dafür stehen Ihnen verschiedene Grundgeräte und ein umfassendes Sortiment an Zubehörteilen zur Verfügung.

Vertrauen Sie auf Mahr Normale und Lehren - denn Sie sind die Basis für präzise Messergebnisse.

Vertrauen Sie auf Mahr Einstellnormale - denn Sie sind die Basis für präzise Messergebnisse.

Mit Mahr Endmaßen verfügen Sie über hochwertige Bezugs- und Gebrauchsnormale. Wählen Sie aus 4 Toleranzklassen und 2 Materialen passend für Ihre Werkstatt, Produktion oder Qualitätssicherung aus.

Mahr Prüfstifte stehen in 3 Toleranzklassen und verschiedenen Ausführungen zur Verfügung. Wählen Sie passend für Ihre Werkstatt, Produktion oder Qualitätssicherung aus.

So vielfältig wie die Anforderungen an elektrische Längenmessgeräte sind auch ihre Anwendungen. Hier sind höchste Zuverlässigkeit und Präzision sowie einfachste Bedienung gefragt.
So vielfältig wie die Anforderungen an elektrische Längenmessgeräte sind auch ihre Anwendungen. Hier sind höchste Zuverlässigkeit und Präzision sowie einfachste Bedienung gefragt. Millimar Kompakt- und Säulenmessgeräte werden diesen Anforderungen gerecht.
Millimar Längenmessgeräte sind kompakt, robust und einfach zu bedienen. Sie sind universell einsetzbare Auswerte- und Anzeigegerät für Messaufgaben überschaubarer Komplexität im Fertigungsbereich und im Messraum.

Durch die vielfältigen Kombinierungsmöglichkeiten von Modulen und Software haben Sie die Chance, Ihre Arbeitsumgebung und Ihr Werkzeug so individuell wie noch nie zu gestalten.
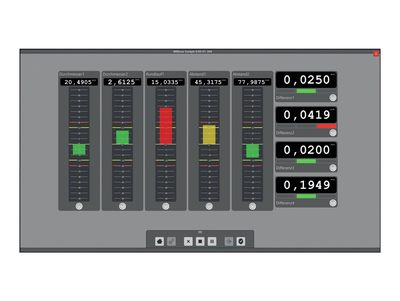
Smarte und universell einsetzbare Software für komplexe Messaufgaben im Fertigungsbereich

Millimar-Messwertaufnehmer sind die einflussreichsten Komponenten einer Messkette. Ihre Eigenschaften bestimmen die Qualität der gesamten Messung. Je nach Anwendungsfall bieten sich dafür verschiedene Technologien an. Zum Beispiel Millimar induktive Messtaster: Robust im Aufbau, flexibel in der Anwendung und attraktiv im Preis.
Egal ob Dickenmessung, Rundlauf oder Konzentrizität: mit den induktiven Tastern erfassen Sie Messwerte und Abweichungen unabhängig von Form, Auflage oder Rundlaufabweichungen. Ihr großer Vorteil ist der große Linearitätsbereich und die relative Unempfindlichkeit gegen Störeinflüsse. Die Taster werden überwiegend für Vergleichsmessungen in der Produktion eingesetzt, dabei können die spezifischen Aufgaben des Sensors variieren.

Bohrungsmessdorne sind besonders geeignet für die Schnellprüfung von Bohrungen auf Durchmesser, Rundheit und Konizität. Da wie bei anderen Innenmessgeräten üblich kein Umkehrpunkt gersucht werden muss, sind sie besonders geeignet zum Einsatz in Verbindung mit digitalen Anzeigegeräten und zur Weiterverarbeitung der Messwerte.

Pneumatische Längenmessgeräte zeichnen sich durch hohe Genauigkeit und Langzeitstabilität aus. Durch berührungsfreies Messen mit Messdüsen entstehen keine Beschädigung der Werkstücke. Ein sicheres Messen auch ungereinigter, eingeölter, eingefetteter oder mit Läpp-Paste behafteter Werkstücke ist problemlos möglich da die Messstellen durch die Messluft gereinigt werden.

Millimar Längenmessgeräte sind kompakt, robust und einfach zu bedienen. Sie sind universell einsetzbare Anzeige- und Auswertegerät für Messaufgaben überschaubarer Komplexität im Fertigungsbereich.

Messergebnisse werden – auch auf Distanz hervorragend ablesbar – auf 101 dreifarbigen Leuchtdioden dargestellt. Bei Überschreitung der programmierbaren Warn- und Toleranzgrenzen erfolgt jeweils ein Farbwechsel der Segmente von Grün nach Gelb bzw. Rot.

Millimar Luftmessgeräte erfassen Maßabweichungen schnell und genau. Sie haben sich als hochwertige pneumatische Längenmessgeräte seit Jahren in der industriellen Fertigung und im Messraum bewährt.
Wenn die Messung und Auswertung mobil erfolgen soll.

Berührungsfreies Messen mit pneumatischen Messringen, keine Beschädigung der Werkstücke.

Passen sie den Messplatz an ihre Messaufgabe an, mit dem Zubehör zur Luftmesstechnik.

Vertrauen Sie auf Mahr Einstellnormale - denn Sie sind die Basis für präzise Messergebnisse

Einstellen von pneumatischen Messgeräten (Düsenmessringe). Sorgfältig gehärtet, gealtert, geschliffen und geläppt.

Einstellen von pneumatischen Messgeräten (Düsenmessdorne). Sorgfältig gehärtet, gealtert, geschliffen und geläppt.

Elektronische Richtwaagen bieten schnelle Reaktion, feine Auflösung und ausgezeichnete Wiederholbarkeit.

Wenn der Standard nicht mehr ausreicht: Individuelle Lösungen nach Kundenwunsch

Sie wollen mit Ihren Messungen ganz hoch hinaus? Dafür gibt es Digimar!

Zum Anreißen und Markieren von Werkstücken in der Werkstatt. Einfaches Messen von Höhen und Abständen.

Bedienung per Touch, ein ergonomisches Handling und vielfältige Auswertemöglichkeiten: Dafür steht das Höhenmessgerät Digimar 816 CLT.

Bedienung per Touch, ein ergonomisches Handling und vielfältige Auswertemöglichkeiten: Dafür steht das Höhenmessgerät Digimar 817 CLT.

Präzisionslängenmesstechnik steht für dimensionelle Messtechnik in höchster Präzision - sowohl bei absoluten als auch relativen Messungen.
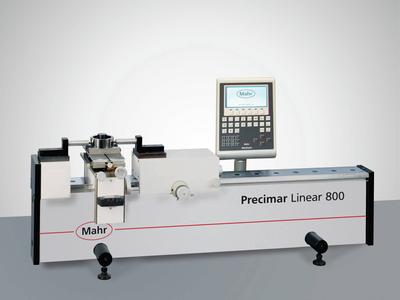
Universelle, einfach zu bedienende Längenmess- und Einstellgeräte für die Fertigung

Universelle, einfach zu bedienende Längenmess- und Einstellgeräte für die Fertigung
Durch die breite Produktpalette vom einfachen Endmaßprüfstand, vollautomatischen Messuhrenpüfstand und der ULM-Geräte bis hin zur ultragenauen und teilautomatisierten CiM-Universal-Messmaschine bietet Mahr stets eine praxisgerechte Lösung für die Fertigung, den Messraum und Kalibrierlaboratorien. Anders gesagt: Messtechnik in höchster Präzision bei äußerst effizienten Messprozessen.

Ob klassische ULM oder motorisierte PLM- und CiM-Geräte. Mahr Universallängenmessmaschinen ermöglichen eine bedienerfreundliche, schnelle und sichere Messung bei kleinstmöglicher Unsicherheit.

Teilautomatisierte und vollautomatische Prüfung von Messuhren, Fühlhebelmessgeräten Feinzeigern und Tastern - effizient und präzise.

Teilautomatisierte und vollautomatische Prüfung von Messuhren, Fühlhebelmessgeräten Feinzeigern und Tastern - effizient und präzise.

Manuelle Prüfung von Messuhren, Fühlhebelmessgeräten und Feinzeigern - einfach und präzise

Vertrauen Sie auf Mahr Endmaßprüfstände - denn Sie sind die Basis für die präzise Prüfung Ihrer Normale

Zur schnellen Prüfung von Abständen, Radien und Winkeln dienen Mikroskope in nahezu allen Industrien. Ob im Labor oder fertigungsnah.

Stereo-Zoom-Mikroskope mit hochwertiger Optik für lichtstarke, scharfe dreidimensionale Bilder. Binokular oder Trinokular mit zusätzlicher Verwendung von digital Kameras.
Zur schnellen Prüfung von Abständen, Radien und Winkeln dienen Mikroskope in nahezu allen Industrien. Ob im Labor oder fertigungsnah.

Oberflächenmesstechnik für Industrie und Forschung

Strukturierte Funktionsoberflächen mit engen Toleranzen erfordern hochpräzise Messsysteme, die in kurzer Zeit flächig die Topografie eines Werkstücks oder Objektes aufnehmen.

Konturmesstechnik dient zur Ermittlung von Grobgestaltabweichungen.

Mit optischen Messgeräten präzise Konturen messen

Kontur- und Rauheitsmessung kombiniert: Profi für alle Fälle

Kontur- und Rauheitsmessung kombiniert: Profi für alle Fälle

2D/3D Konturmessung als auch Rauheitsmessung nach ISO 25178 / ISO 4287

3D-Oberflächenmesstechnik für Industrie und Forschung

Mit mobilen Messgeräten überall messen!
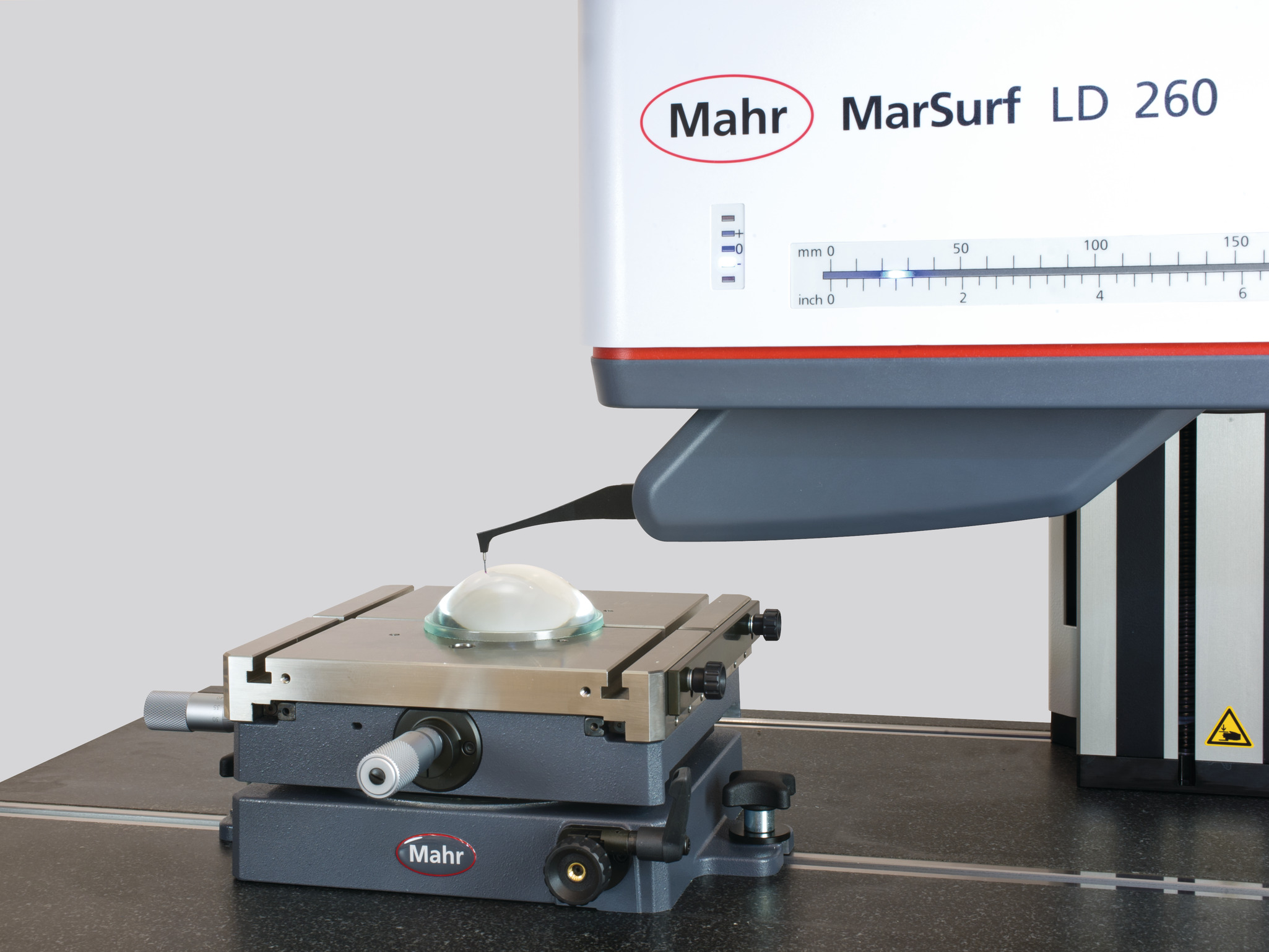
Messplätze für die Vermessung hochpräziser Optiken

Wenn der Standard nicht mehr ausreicht: Individuelle Lösungen nach Kundenwunsch

Strukturierte Funktionsoberflächen mit engen Toleranzen erfordern hochpräzise Messsysteme, die in kurzer Zeit flächig die Topografie eines Werkstücks oder Objektes aufnehmen.
Vielseitig und leistungsstark in Messraum und Labor

Kontur- und Rauheitsmessung kombiniert: Profi für alle Fälle
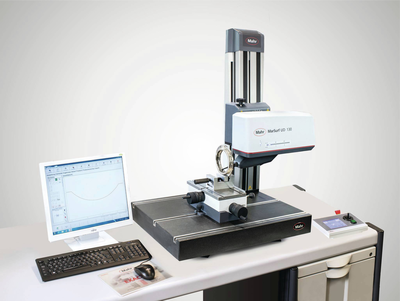
Taktile Messplätze für Konturen- & Rauheitsmessungen
2D/3D Kontur- und Rauheitsmessung nach ISO 25178 / ISO 4287
3D-Oberflächenmesstechnik für Industrie und Forschung

Mit mobilen Messgeräten überall messen!

Mobile 3D-Oberflächenmesstechnik für den
Einsatz vor Ort

Mit mobilen Messgeräten immer genau dort messen, wo die Ergebnisse gebraucht werden.
Messplätze für die Vermessung von höchstempflindlicher Optiken
Wenn der Standard nicht mehr ausreicht: Individuelle Lösungen nach Kundenwunsch
messtechnik
Erleben Sie herausragende Ausstattungsmerkmale kombiniert mit extremer Flexibilität bei der Werkstückgröße und steigern Sie Ihre Produktivität im Fertigungsumfeld.

Zwischen Zentrierspitzen spannbare Werkstücke flexibel vermessen
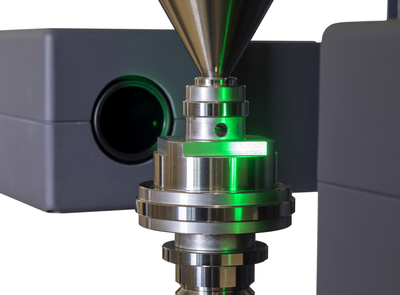
Hochauflösende und sehr schnelle Matrixkamera zum Messen einer großen Anzahl von Merkmalen rotationssymmetrischer Werkstücke.

Schnelle optische Matrixkamera in Kombination mit hochpräzisen Tastsystemen zum Messen einer großen Anzahl von Merkmalen rotationssymmetrischer Werkstücke.

Flexible Spannmöglichkeiten und hochpräzise Ausrichtung mittels vollautomatischem Zentrier- und Kipptisch
Hochauflösende und sehr schnelle Matrixkamera zum Messen einer großen Anzahl von Merkmalen rotationssymmetrischer Werkstücke. Ergänzung eines vollautomatischen Zentrier- und Kipptisches für extrem schnelles, mechanisches Ausrichten und flexible Spannmöglichkeiten.
Schnelle optische Matrixkamera in Kombination mit hochpräzisen Tastsystemen zum Messen einer großen Anzahl von Merkmalen rotationssymmetrischer Werkstücke. Ergänzung eines vollautomatischen Zentrier- und Kipptisches für extrem schnelles, mechanisches Ausrichten, flexible Spannmöglichkeiten und z.B. auch Innenmessungen.

Systeme für die Messung von Form- und Lagetoleranzen wie zum Beispiel Rundheit, Ebenheit, Geradheit oder Koaxialität. Von manuell bis vollautomatisiert.

Messen Sie einfach, kostengünstig und trotzdem hochgenau Merkmale wie Rundheit, Geradheit und Rundlauf. Unsere manuellen Formmessgeräte eigenen sich sowohl für den Messraum als auch für das fertigungsnahe Messen.

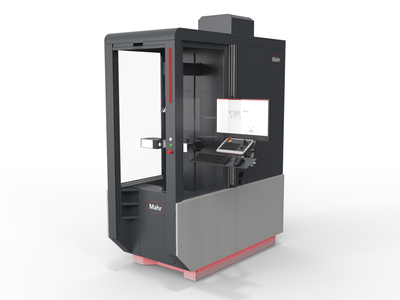
Mit unseren automatischen Formmesssystemen senken Sie Ihre Prozesskosten, ohne jedoch die Prüfkosten in die Höhe zu treiben – durch stabile, innovative Geräte mit einem Höchstmaß an Automatisierung, Flexibilität und Genauigkeit.
messtechnik
Erleben Sie herausragende Ausstattungsmerkmale kombiniert mit extremer Flexibilität bei der Werkstückgröße und steigern Sie Ihre Produktivität im Fertigungsumfeld.
Zwischen Zentrierspitzen spannbare Werkstücke flexibel vermessen
Flexible Spannmöglichkeiten und hochpräzise Ausrichtung mittels vollautomatischem Zentrier- und Kipptisch

Optische und taktile Wellenmesssysteme für den Einsatz in der rauen Fertigungsumgebung. Komplettvermessung von allen gängigen rotationssymmetrischen Werkstücken.
.
Universelle, vollautomatische und robuste optische Wellenmessgeräte für den Einsatz in der rauen Produktionsumgebung.

Optisch-taktile Wellenmessgeräte für den Einsatz in der rauen Fertigungsumgebung. Komplettvermessung von allen gängigen rotationssymmetrischen Werkstücken.
messtechnik
Erleben Sie herausragende Ausstattungsmerkmale kombiniert mit extremer Flexibilität bei der Werkstückgröße und steigern Sie Ihre Produktivität im Fertigungsumfeld.
Zwischen Zentrierspitzen spannbare Werkstücke flexibel vermessen
Flexible Spannmöglichkeiten und hochpräzise Ausrichtung mittels vollautomatischem Zentrier- und Kipptisch
Von hochspezialisierten Verzahnungsanalysen bis hin zur vollintegrierten Serienmessung – Mahr ist Ihr Partner auf allen Ebenen der modernen Zahnrad- und Getriebefertigung.

Genau dort messen, wo Ihr Produkt entsteht – inklusive schneller Rückmeldung zum Fertigungsprozess, um Ausschuss zu vermeiden.


Breites Spektrum an Technologien und Produkten zum schnellen und berührungslosem Erfassen von Oberflächen und Geometrien.
Zur schnellen Prüfung von Abständen, Radien und Winkeln dienen Mikroskope in nahezu allen Industrien. Ob im Labor oder fertigungsnah.
Bestimmung von Rauheit, Kontur und vielen weiteren Oberflächenparametern.

Oberflächenmesstechnik für Industrie und Forschung

Minimale Rauheiten auf den Nanometer genau

Optische Analyse von Oberflächentopografien und Geometrien

Generalüberholte Systeme in bewährter Mahr-Qualität
Bedienung per Touch, ein ergonomisches Handling und vielfältige Auswertemöglichkeiten: Dafür steht das Höhenmessgerät Digimar 816 CLT.
3 Profi-Tipps: So klappt’s mit der Formmessung

Tipp 1: Korrekte Filter anwenden
Damit Sie die Messdaten korrekt auswerten können, ist die Auswahl der richtigen Filter in der Software eine wesentliche Voraussetzung. Geben Ihnen jedoch weder eine Hausnorm noch der Kunde diese Filtereinstellungen vor, raten wir Ihnen Folgendes: Entscheiden Sie zunächst, welche Messaufgabe Sie mit Ihrer Formmessmaschine erfüllen möchten – die Prüfung der Oberflächenrauheit oder eine Formmessung. Denn vereinfacht gilt: Möchten Sie die Oberflächenrauheit eines Werkstückes prüfen, verwenden Sie die Daten mit kurzer Wellenlänge für die Analyse, während Sie die mit langer Wellenlänge verwerfen. Bei der Formmessung verhält es sich umgekehrt: Die Daten mit langer Wellenlänge, welche sich auf die Form beziehen, filtern Sie und werten Sie aus, die mit kurzer Wellenlänge nicht.
Zwischen den beiden beschriebenen Messaufgaben müssen Sie aber noch weitere Unterschiede beachten. Um Oberflächenrauheit zu messen, werden die Filtereinstellungen in Bezug auf Millimeter oder Zoll definiert. Stellen Sie den Filter beispielsweise auf 0,8 mm ein, bedeutet dies, dass Oberflächenabweichungen von weniger als 0,8 mm als Oberflächenrauheit akzeptiert werden, während Elemente von über 0,8 mm nicht in das Ergebnis einfließen.
Dagegen werden Formfilter für zum Beispiel Rundheitsmessungen meist als Winkelgröße angegeben, allerdings nicht in Winkelgraden, sondern in einer als „Wellen pro Umdrehung“ oder kurz W/U (engl.: UPR) bezeichneten Einheit. Viele Anwender wählen als Standardwert 50 W/U. Dies bedeutet, dass die Bogenlänge 1/50 eines Kreises oder eines Abschnittes auf der Oberfläche eines runden Objektes beträgt, was 7,2 Grad entspricht. Die Bogenlänge ändert sich jedoch analog zum Durchmesser des Werkstückes.

Deshalb müssen Sie den richtigen Filter immer abhängig vom Durchmesser und der späteren Funktion des Werkstücks wählen. Formfehler können je nach Wahl des Filters nur grobe Anteile enthalten (Werkstück ist oval oder „Dreiseitengleichdick“) oder auch feinere Anteile wie z. B. höherfrequente Welligkeiten.
Weitere Tipps zur richtigen Filterwahl in Abhängigkeit von Durchmesser und Anwendungsfall erhalten Sie zum Beispiel in den Schulungen der Mahr Academy oder während einer Schulung direkt an Ihrem Mahr-Formtester.
Tipp 2: Richtige Größe des Tastelementes wählen
Auch bei der Wahl des Tastelementes müssen Sie die Dimensionen des zu prüfenden Bauteiles berücksichtigen. Denn die Tastkugel als Spitze des Tastelements ist selbst ein mechanischer Filter. Das Tastelement muss deshalb der Werkstückgröße und der maximal messbaren Anzahl von Wellen pro Umdrehung entsprechen. Verfährt ein zu großes Tastelement auf der Messfläche, kann dieses nicht optimal in alle Täler des realen Profils eintauchen. Dadurch bewirkt das ungeeignete Tastelement eine nicht gewollte mechanische Filterung der Daten, was die Messergebnisse verfälscht.
Zu den Auswahlkriterien des korrekten Tastelementes berät Sie übrigens die VDI/VDE-Gesellschaft Mess- und Automatisierungstechnik: Deren Richtlinie VDI/VDE 2631 „Formmesstechnik Grundlagen“ Blatt 3 enthält einen Leitfaden zum Einsatz des korrekten Tastelementes. Mit der MarForm MMQ 500 ist der Einsatz des korrekten Tastelementes sehr bequem zu bewerkstelligen: Ihre Tastarmeinheit fasst bis zu vier Tastarme auf einmal und wechselt diese schnell und vollautomatisch je nach Messaufgabe und ganz ohne Bedienereingriff.

Tipp 3: Werkstück exakt ausrichten
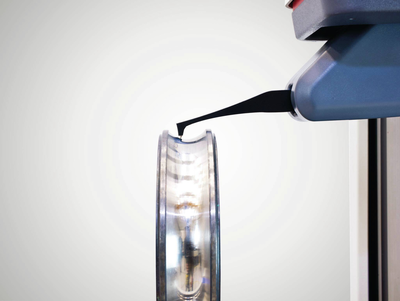
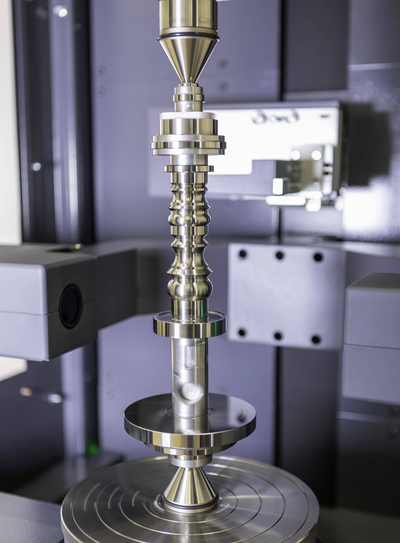
Bevor Sie mit einem Formtester an einem Werkstück dessen Form- und Lagemerkmale messen können, müssen Sie es zunächst ausrichten: Mit Hilfe des Kipp- und Zentriertisches kippen und zentrieren Sie es so, dass die Achse des Werkstücks und die Rotationsachse des Formtesters übereinstimmen. Dadurch verhindern Sie, vermeintliche Formfehler zu messen, die gar nicht vorhanden sind. Zum Beispiel kann sich bei falscher Ausrichtung ein Schnitt durch einen schrägen Zylinder fälschlicherweise als Ellipse und nicht als Kreis darstellen. Zusätzlich verhindern Sie durch korrekte Ausrichtung, dass der Antastpunkt, der idealerweise exakt in der X-Z-Ebene liegt, bei der Messung wandert.
Bei Formtestern, die wie die MarForm MMQ 500 über einen automatischen Kipp- und Zentriertisch verfügen, können Sie Ausrichtfehler sehr gut kontrollieren: Aufgrund der hohen Präzision beim Ausrichten können Sie Beiträge zu Fehlern bei der Rundheitsmessung vernachlässigen. Beispielsweise führt ein typischer Restexzenter von 5 µm bei einem Zylinder mit einem Außendurchmesser von 50 mm zu einer zusätzlichen Rundheitsabweichung von unter einem Nanometer. Bei anderen Merkmalen, insbesondere die Lage betreffend, oder Bauteilen mit kleinem Durchmesser kann der Einfluss von Ausrichtfehlern größer sein. Allerdings gilt auch hier, dass Sie diesen durch exaktes Ausrichten vernachlässigbar klein halten können.

In der Praxis stellen sich beim Ausrichten daher grundsätzlich zwei Fragen:
1. Wo, d. h. an welchen Stellen des Werkstückes, sollte man ausrichten?
2. Wie genau sollte das Werkstück ausgerichtet werden?
Hat ein Werkstück einen Hauptbezug, sollten Sie grundsätzlich an diesem ausrichten. Falls es keinen Hauptbezug gibt, ist es sinnvoll, an den Stellen mit den kleinsten Toleranzen auszurichten. Dabei empfiehlt es sich, die Schrägstellung grundsätzlich auf den zehnfachen Zahlenwert des Restexzenters zu begrenzen (5 µm Restexzenter à 50 µm/m erlaubte Schrägstellung). Dann ergeben sich aus der verbleibenden Schrägstellung unabhängig vom Abstand der gemessenen Kreise keine Probleme.
Für viele Messaufgaben ist der in der MarWin-Software als Standardwert hinterlegte Restexzenter von 5 µm absolut ausreichend. Diesen erreichen die Mahr-Formtester in der Regel schnell und zuverlässig, so dass Sie größere Werte nicht verwenden sollten. Bei kleinen Toleranzen (z. B. 1 µm Rundheit, 5 µm Zylinderform oder 5 µm Rundlauf) oder bei Bauteilen mit kleinem Durchmesser (10 mm und kleiner) empfiehlt es sich, den erlaubten Restexzenter zu reduzieren. Mit der neuen Formtestmaschine MarForm MMQ 500 richten Sie Ihre Bauteile sicher und schnell auch auf kleinste Restexzenter aus.
Wie können wir Ihnen helfen? Finden Sie Ihren passenden Ansprechpartner.
Bleiben Sie auf dem Laufenden, wenn es um Neuheiten, Aktionen und Veranstaltungen geht.